OneCNCXR8版本63.08
OneCNCXR8版本发布63.06
令人兴奋的OneCNCXR8新版本
OneCNC用户一直在要求此功能,现在我们很高兴提供。
该版本是主要版本,因为其中包括新的加工去毛刺功能。这些新功能在OneCNCXR8 Mill Expert磨机版本中可用。 OneCNCXR8专家版本的去毛刺功能位于模型工具路径中
对于已将5轴3 + 2功能添加到OneCNCXR8 Mill Expert的用户,5轴模型刀具路径中包含了新的5轴去毛刺功能。
去毛刺概述
去毛刺是对建模零件进行编程和CNC机器去毛刺的一种高速方法。
去毛刺不应与倒角功能混淆,因为倒角是使用不同工具的不同方法。
去毛刺被设计为自动的“去毛刺功能”,专门使用“球磨机”,并且不使用倒角型工具或锥形工具。
去毛刺功能需要“有效的单个模型”,并且不去毛刺“表面或几何形状”样式或STL零件,因为模型具有精确的3D边缘以创建所需的特殊3D偏移。
该模型必须是有效的单区域模型。 OneCNC去毛刺可用于多个模型,但是模型之间不得接触,并且模型之间必须有足够的刀具加工间隙距离,或者由边界控制。
不应使用已经在模型上建模的“去毛刺”距离对模型进行建模,因为我们测试的流行建模者不容易正确建模去毛刺边缘。
不是唯一有效模型的模型使用其他OneCNC加工功能来处理那些模型。
OneCNC使用3D空间平面技术正确地保持正确的3D偏移量,从而利用球磨机执行恒定的去毛刺。
去毛刺视频https://youtu.be/2bIhFDMZGpg展示了3D空间偏移能力的示例,这些能力围绕锥形和径向3D边缘以及孔和盲边缘。
OneCNC安装在OneCNCXR8样本目录中包括2个样本模型,其中一个用于3轴去毛刺,一个用于5轴去毛刺,这些模型在我们的测试例程中进行了加工,并且包括已知的困难3D偏移边。您可以在这些样本中看到3D空间偏移所需的内容,以自动执行高精度去毛刺。
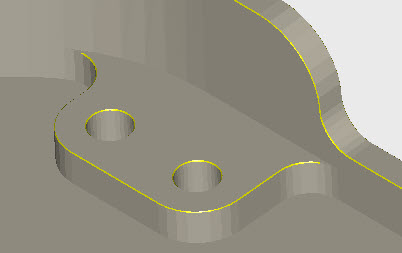
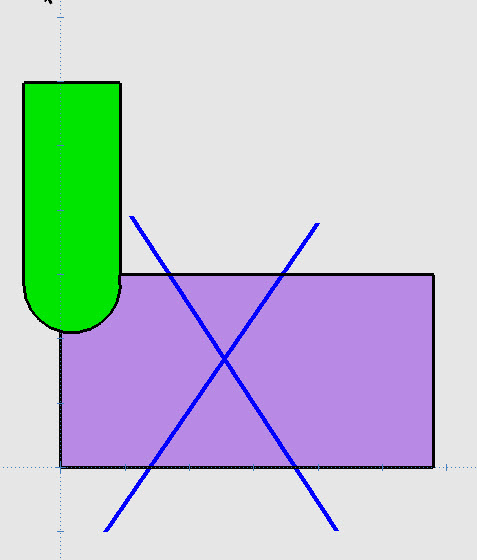
该图显示了典型的难以去毛刺的边缘。

因为去毛刺通常仅要求为0.15毫米去毛刺(.006英寸),所以它必须准确才能正确执行,因为如果不正确,那么很容易看到。
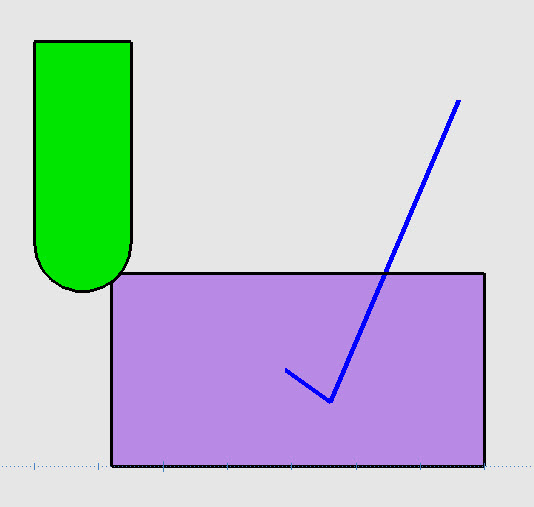
例如,对锥形墙上的孔进行去毛刺,“ 3D空间偏移”将无限偏移孔周围的偏移。
该图显示了成角度孔边缘周围的毛刺。

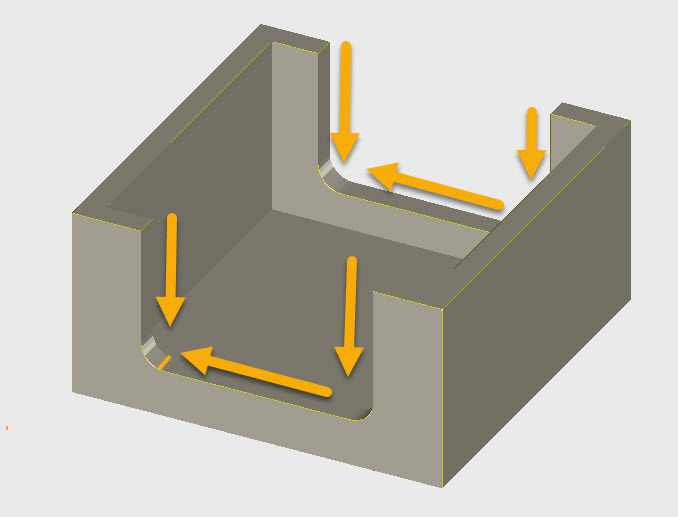
加工去毛刺时,方向控制主要是最短的路径,在包含垂直运动的边缘上带有控制逻辑,以确保去毛刺始终沿向下方向进行,以防止在垂直边缘上的向上运动中发生刀具损坏。因此,边缘是双向执行的,而不是爬铣。进行了详尽的实践测试,以确保最佳的双向方法,并且由于刀具尺寸比起使用高主轴转速的去毛刺距离量要大。
去毛刺设置
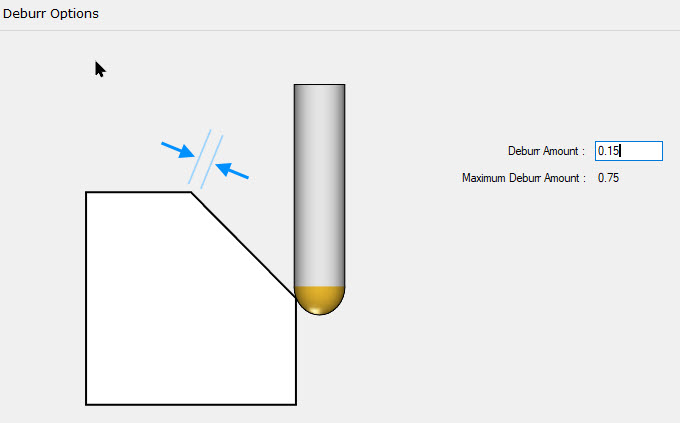
去毛刺设置已实现自动化和简化,所需的只是工具尺寸和去毛刺距离。去毛刺与盲端或凸台之间的距离以及模型的其他部分都可以完全自动化,并具有精加工公差。
使用3毫米或更小的球磨机(.125英寸)时,最流行的去毛刺设置距离为0.15毫米(.006英寸)。
较小尺寸的工具是可取的,因为它可以使毛刺更靠近盲端。
去毛刺量限制为刀具直径的0.25%。这主要是由于指导首选使用去毛刺距离,以防止过大的去毛刺尺寸而达到去毛刺的目的。使用小型工具和高速走刀需要最小的去毛刺距离,以防止工具损坏。
使用的典型去毛刺设置如下所示
毛刺边缘可以通过光标单击边缘来单独选择,也可以使用零件或边界控制的自动方法之一来选择。
在此版本中,OneCNCXR8还有另一个主要添加。
DWG / DXF
OneCNC为OneCNCXR8开发了完整的新DXF和DWG导入导出功能。继续我们对工业4.0标准的持续开发。
OneCNC文件管理器中现已提供OneCNCXR8版本63.08。
OneCNC更新
OneCNC XR9 版本 74.83
四月 18 2024
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003